钢带增强聚乙烯螺旋波纹管的连接方法——电热
发布日期:2022-06-10 08:29 浏览量:
目前,国内市场针对钢带增强聚乙烯螺旋波纹管的连接主要采用四种方法,即热熔挤出焊接、电热熔带连接、热收缩管(带)连接和卡箍连接。上一期,我们介绍了第一种即热熔挤出焊接;今天,继续为大家介绍的是电热熔带连接。
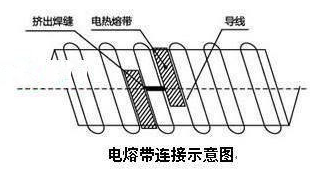
(一)电热熔带焊接结构
电热熔带焊接方法是利用镶嵌在连接处接触面的电热元件通电后产生的高温连接方法,是刚性连接。电热熔带焊接是采用一条内壁镶嵌有电阻丝的聚乙烯电熔带、紧贴在两被连接端的外表面(复盖连两厘米以上),再用耐热带紧固;同时在接口处管端内壁用可拆卸的工具支撑牢固后,再用电热熔焊机给电阻丝供电,电阻丝发热熔融膨胀形成压力,界面两边的聚乙烯互相扩散,关闭电源,待充分冷却固化后形成可靠连接。
(二)电热熔带焊接施工的要点
电热熔带连接时,必须严格按照电热熔带要求的技术指标和设备规定的操作程序进行。采用的电热熔带必须由生产厂配套供应其步骤如下:
1.检查管道和电热熔带是否有损伤。
2.对齐管道和清除杂。
3.通过水平杆或沙袋将要连接的管道放置在离地面20~30cm处。地基上挖有操作坑的可将管道直接放置在地基上。操作坑宽为电热熔带宽2倍,深为管底下30cm。并水平对齐。
4.用洁净的布彻底将管道的外表面和电热熔带的内壁上的杂物清除掉(包括水气),油类污物可用对PE材料焊接有帮助的溶剂擦拭。
5.用电熔带将已水平对齐的管道的要连接的部分紧紧圈住。外面再用耐热带紧固。
6.将焊机的输出线端与电热熔带的连接线头相连接。
7.焊接在电熔焊机上设定好时间和档位,根据操作规程进行焊接。焊接结束要充分冷却后才能移动管材。在冷却期间,可以进行下一个焊接。

 服务热线:
服务热线: